




































What is a Hygienic Lobe Pump?
A Hygienic Lobe Pump, or Hygienic Rotary Lobe Pump, is a type of positive displacement pump. It is similar to a Gear Pump except the lobes are designed to almost meet, rather than touch and turn each other.
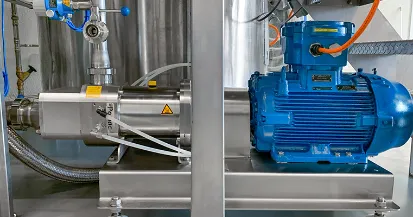
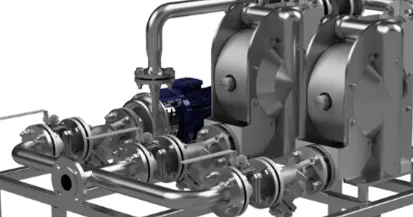
The LPX Lobe Pump is characterised by low shear forces and gentle pumping of both high and low viscosity products. This pump has been designed to achieve maximum pump performance combined with minimal product damage. Specific attention is paid to the bearing construction and the rigidity of the shaft. The design is kept as compact as possible and the volume between the lobes is optimised.
Here is a breakdown of the components that make up the LPX Lobe Pump:

How Does a Hygienic Lobe Pump Work?
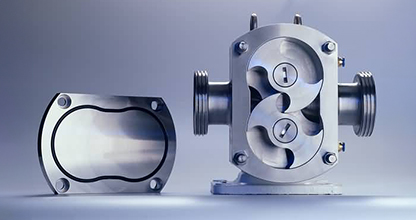
The working principle of a Lobe Pump is to displace a certain amount of liquid from the suction area by rotating the working elements (lobes) to the discharge area. The lobes are mounted on shafts which are seated on bearings in an external synchroniser. Shafts equipped with gears located inside the synchroniser transfer the drive from the drive shaft to the intermediate shaft. The lobes are synchronised in such a way that they do not contact each other during operation.
As the lobes rotate, they increase the volume of the space between the teeth, causing a pressure drop on the suction port side. This causes fluid to flow into the pump body. The pumped liquid is transported inside the casing and the discharge side of the pump. When the volume of the space between the lobes decreases, it causes an increase in pressure on the discharge side and consequently the liquid is pushed out of the pump body.

Advantages of using a Hygienic Lobe Pump in Food Processing
The Hygienic Lobe Pump is popular across a diverse range of industries because they offer superb sanitary qualities, high efficiency, reliability, corrosion resistance and good Clean In Place (CIP) and Sterilise In Place (SIP) characteristics.
Some advantages of using the LPX series include:
- The pumps’ lobes do not come into contact with each other. Lobe Pumps can move solids suspended in slurries (such as cherries or olives in food processing applications) without product damage
- The gentle pump action further minimises product degradation
- Can handle larger sized particles than may be pumped with other types of positive displacement pumps
- Can be easily cleaned using either Clean In Place (CIP) or Sterilise In Place (SIP) methods, making them ideal for hygienic processing applications
- Highly efficient for pumping highly viscous liquids
- Offer accurate and consistent fluid output that is unaffected by changes in head pressure, assuming sufficient fluid viscosity
- The fluid flow can be increased or decreased by controlling the drive speed
- If wetted, the hygienic lobe pumps can also be self-priming and can run dry for long periods of time (assuming the pump seals are lubricated)
- Generally easy to repair and maintain
In food and biopharmaceutical processing, lobe pumps are a great choice because they are easily sanitised and lack rubber parts which can deteriorate from contact with the process liquid.
What Materials are used to Manufacture a Hygienic Lobe Pump?
In order to achieve the highest hygiene quality when pumping with a Lobe Pump, the rotor is manufactured from AISI 316L Stainless Steel as well as the casing and cover material. Mechanical seals constructed with SiC (Silicon Carbide).
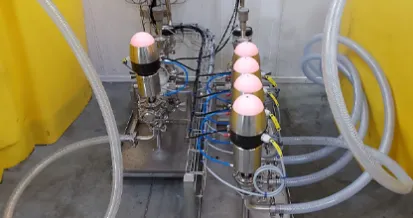
There are also a range of options and special executions available for the LPX Lobe Pump, such as:

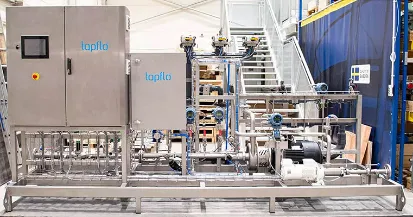
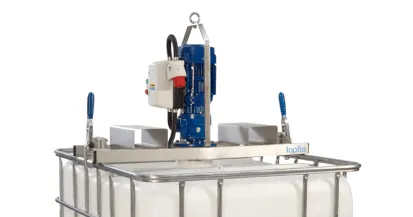
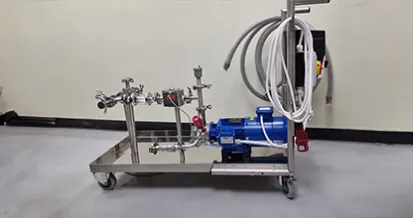
Mobile, tailor-made solutions for your LPX Lobe Pump

Standard Tapflo trolley with IP66 frequency inverter

Pump configured with thermosyphon technology

Vertical Inlet/Outlet setup for easier flow into the suction connection

AISI 304L stainless steel baseplates (standard on all pump sizes)

Lubrication tank (for media that crystallises on contact with air)

IP66 inverter

Covers with Heating Jackets
How do I Select the Right Hygienic Lobe Pump for my application?
Determining which style of pump is better for a given application requires analysing the solids size, liquid viscosity and tolerance of flow pulsation. Rotary Lobe Pumps with two lobes are suitable for handling larger solids and high-viscosity fluids but pulsate more than three-lobed devices.
The main points to consider when making your selection are:
- What is the media being pumped? Type, viscosity, dry solids etc.?
- Does it contain any solid particles and if so, what size and hardness are they?
- What is the material temperature?
- What is the PH level?
- What is the desired flow rate?
- What are the suction conditions? Flooded or lift?
- What are the discharge conditions? Are you against a head or is it open-ended?
- What is the pipework like? Lengths before and after the pump, diameters, bends etc.?
- What is the required chemical compatibility? Is there a clean down process?
- What are the running hours per day?
What Maintenance is Required for a Hygienic Lobe Pump?
In order to keep your pump running smoothly, there are a few things you need to check regularly, including but not limited to:
- Excessive noise that could come from things such as worn-out bearings
- Gear trouble
- Dragging of the rotors
- Cavitation/air entering the suction line
- Insufficient NPSHa
- The product temperature is too high
- Product viscosity is too high
- Foreign bodies in the system
- The operating speed is too high
If you do hear excessive noise, ensure you check all parts of your Lobe Pump whilst it isn’t in operation. If you’re unsure, give our team a call and we’ll gladly talk you through it.
Can Hygienic Lobe Pumps Handle Viscous Materials?
Due to the fact that the lobes don’t make contact with each other, they are an ideal pump to move solids suspended in slurries (olives and cherries as an example) without causing any damage to the product. The gentle pumping action further minimises product degradation.
Of all pumps available on the market today, the Lobe Pump is the most commonly used in applications pumping high viscous materials. The Lobe Pump is also able to handle low viscosity material, making it extremely versatile for use in industries requiring a sanitary pumping process.
How Do I Maintain the Hygienic Integrity of my Lobe Pump?
- Clean your pump regularly: regular cleaning is important to prevent build-up of bacteria and other contaminants. After each use, clean the pump thoroughly with hot water and a mild detergent. Pay special attention to any areas that are difficult to reach
- Sanitise the pump: after cleaning, sanitise the pump with a solution of water and a food-grade sanitiser. Follow the instructions provided by the sanitiser manufacturer for the appropriate dilution ratio and contact time
- Use only food-grade lubricants: lubricants used in the pump should be food-grade and safe for use in a hygienic environment
- Use high-quality seals: the seals used in the pump should be made of materials that are compatible with food products and meet the hygiene standards of the industry
- Maintain the pump: regular maintenance is important to ensure that the pump is functioning properly and to detect ant issues early on. Inspect the pump regularly or any signs of wear or damage, and replace any worn or damaged parts promptly
- Train personnel on hygiene practices: ensure that all personnel who operate and deal with the pump are trained on proper hygiene practices, including handwashing, use of protective clothing as well as cleaning and sanitising procedures
By following these steps, you can ensure that your Lobe Pump maintains its hygienic integrity and performs effectively in food production and processing environments.
What Industries Commonly use Hygienic Lobe Pumps?
When it comes to the Lobe Pump, there are many industries and applications that would benefit from the Lobe Pump. Example industries and applications are as follows:
- Bakery: Cakes, flavours, frostings, fruit fillings, fats and oils, sweeteners, yeast starters
- Beverage: Beer, wort, soft drinks, fruit concentrates, fruit drinks
- Canned Goods: Baby food, soups, stews, tomato or fruit puree, vegetables, diced vegetables, puddings, jams, jellies, salad dressings, mayonnaise
- Confectionery Products: Syrups, cream fillings, chocolate
- Cosmetics: Face creams and lotions, hair styling gels and fluids, essential oils, dyes and alcohols
- Dairy: Cream, milk, curd and whey, yogurts
- Meat Production: Meat emulsions, ground meats, pet foods, animal fats
- Pharmaceutical Industry: Pill masses, syrups, extracts, emulsions, suspensions
- Chemical & General: Solvents, fuels, oil and gasses, paints, resins and polymers, soaps, sediments
In this YouTube video, one of our Senior Sales Executives, Stephen, talks us through the LPX Lobe Pump, its specifications, features and benefits.
Check it out for yourself to discover why Tapflo Pumps are used across global markets and varying industries every single day. Give us a call on 02380 252 325 or email [email protected] to speak to the team about your specific pumping requirements!
