









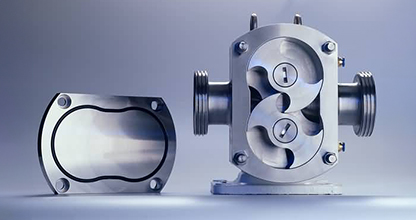



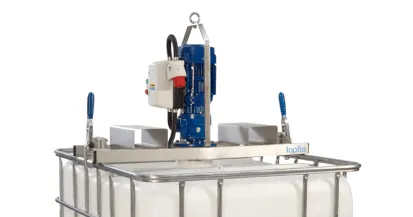
























A design house came to us requiring a pump for their powder system, being manufactured for an end-user to be used for drum slurry removal in the pharmaceutical industry. The fluid being pumped was classed as Pharmaceutical Slurry (<2000cP) and stored in drums. For this application, we selected a 2” bi-wing Lobe Pump, due to its cleanability (fully drainable design), viscous slurry handling capabilities, and low pulsation output. Whilst the pump was an easy selection, the motor proved to be a challenge due to the necessary requirements from the end-user.
Pump Specifications
- Flowrate: variable, between 4 to 40l/min
- Discharge: 1 Bar (g)
- Wetted parts: PTFE, FKM, & AISI316L
- Fully drainable design
- 2” DIN32676 (Series C) Clamps
- Indoors Ambient Temperature of -15°C to +30°C
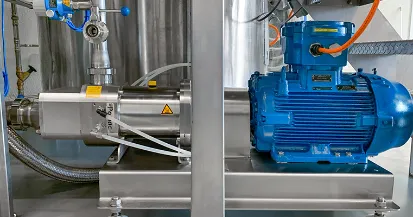
As the end-user is based in America and required the pump to be explosion-proof, we sourced the pump motor from America to ensure it met NEMA Certifications, as opposed to ATEX Certifications, which are not recognised in America.
Final Motor Selection
US Recognised NRTL Explosion Proof (NEMA) Motor, suited for 6 to 60Hz (480v =/-5%), and fitted with a thermostat temperature sensor. The final rating of the motor was Class I, Division II, Gas Group C & D, and Temperature Classification T2B.
- Painting of the Motor & Gearbox was RAL9003 Signal White, 2 Pac Epoxy Food Grade finish.
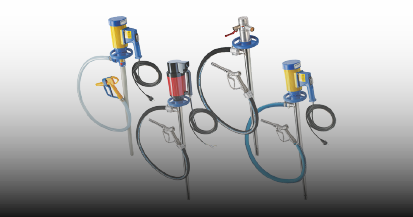
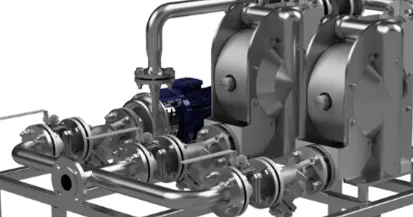
- 1x Solvent Transfer AODD Pump (T120 STT-3S)
- 1x Waste Transfer AODD Pump (T420 STT-3S)
General Benefits of the Pump Selection
- All pumps have a no-nut, clean face, one-piece bonded diaphragm, offering on average double the life of the industry standard and no leak passage.
- Ease of maintenance; 70% less working parts than nearly all other pumps on the market – less time to repair = less down time
- Versatile in/outlet to best suit pipework
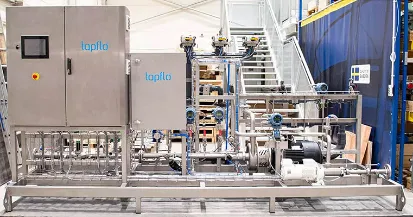
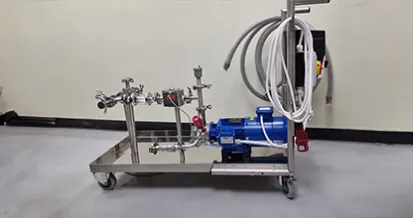
Overall, this was a great selection of pumps supplied to our client to work hand in hand with their own manufactured skid system.

