




































A customer in the agriculture industry approached us with the need to streamline their egg waste protocol, as their current method was taking a lot of time and manpower from their process.
They were working with eggs falling off the conveyor line and being collected into 20-litre buckets, which were then carried up a 2-metre ladder and emptied into a large silo by hand. Depending on production levels, 200-300 buckets could get filled in a day which is not only time consuming but also comes with some health and safety concerns, especially when the buckets are full.
After discussing this with our internal sales engineering team, we had a robust, cost-effective solution for the customer within just a couple of hours.
Our Solution
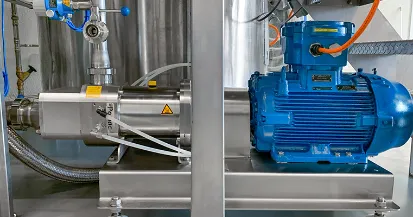
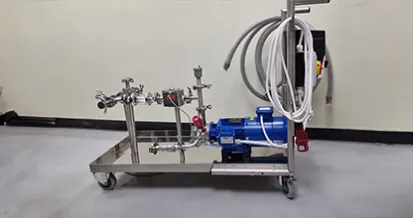
We suggested a Hopper Fed Progressive Cavity Pump that would be fitted with the client’s own fabricated hopper. This removed some of the cost elements for the client, as they have their own fabrication workshop.
The pump was selected in painted steel as it’s being used for pumping waste eggs that are not intended for human consumption, therefore the client didn’t require a sanitary execution. It was also fitted onto a trolley for easy mobility when required, so that the operators could move the system to the required location, as opposed to carrying heavy buckets to the pump, which has reduced some of the manual labour.
An inverter was fitted onto a steel plate against the trolley, allowing the on-site operators to speed the pump up during peak production (where more eggs fall off the conveyer line), or slow down when production is quieter.
A remote controller with a 2m cable was also supplied to control the inverter when slightly further away and to prevent bending down to adjust the speed of the inverter, because of the low profile.
Overall, the Progressive Cavity Pump System was as compact as possible, reducing the space required on-site for the mobile pumping solution, and proved to be as cost-efficient as possible whilst still retaining the necessary features required with the highest build quality. The pump was supplied by our partners in Italy, Nova Rotors.

Technical Details
| Fluid | Egg w/shells |
| Duty | 1.8m³/hr @ <12bar(g) @ 50Hz |
| Selection | DH 4K2 – Hopper Fed Progressive Cavity Pump in Carbon Steel |
| Installation | Horizontal |
| Hopper | 350x220STD mm (internal dimensions)
Standard execution with drain plug G3/8″, Carbon steel |
| Outlet connection | UNI 2278/EN 1092 – PN 16 DN065, Standard connection, Cast Iron G25 |
| Stator | NBR |
| Rotor | Execution Standard, AISI 420B / W. 1.4028 induction hardened 55-59 HRC |
| Joint | Standard execution, Rubber sleeve NBR black food grade |
| Transmission shaft | Standard execution with auger feed screw, Carbon steel |
| Driveshaft | Standard Execution Ø30 with a plug-in shaft, AISI 420B / W. 1.4028 |
| Seal housing | Single-acting mechanical seal – G0K9, Grey cast iron G25 |
| Seal | Model 120 Ø45 rotating body in st.st., super sinus springs/not balanced
bidirectional SIC/SIC/FPM/316 |
| Lantern | Standard execution block construction with shaft seal protections, Cast iron G25 |
Painting:
- Antirust and anti-oil immersion primer >20um
- Two coats finishing bicomponent acrylic-based > 80um
- Black +silver (std) RAL 9005+9006
S235JR – Carbon steel S235JR / W. 1.0037 trolley with 4 wheels
IP66 Switched Inverter Drive w/ Remote Controller
Our Senior Sales Engineer, Kieran Turner, explains the application and pump further in the video below:
