




































The efficient transfer of industrial and hygienic powders across the process industry is crucial, and Tapflo UK’s TXP Powder Pump stands out as a versatile solution. This Air Operated Diaphragm Pump, coated with PTFE, not only ensures seamless powder transfer but also offers economic advantages over complex alternatives like conveyor and vacuum systems.
Why a Standard Pump Won't Work for Powders?
Powders, with their distinct properties and behaviours, pose a set of challenges that standard pumps are unable to handle. Here’s a breakdown of why relying on a conventional pump for powder transfer can lead to inefficiencies and operational hiccups:
Particle Agglomeration:
Powders often tend to clump or agglomerate, forming cohesive masses that standard pumps struggle to break apart. Traditional pumps, designed for smooth liquid flow, lack the necessary mechanisms to effectively address these agglomeration issues. This can result in blockages within the pump, causing downtime and maintenance issues.
Abrasion and Wear:
Unlike liquids, powders can be abrasive, leading to increased wear and tear on pump components. Standard pumps, typically designed for handling fluids, may not have the necessary construction required to withstand the abrasive nature of many powders. This can lead to frequent breakdowns, heightened maintenance costs and shortened pump lifespan.
Inconsistent Flow Rates:
Powders do not flow as consistently as liquids, presenting challenges in maintaining a steady flow rate. Standard pumps, calibrated for the viscosity of fluids, may struggle to provide the consistency required for precise powder transfer. This inconsistency can have a cascading effect on downstream processes, impacting overall production efficiency.
Risk of Contamination:
Standard pumps are often not designed with the stringent hygiene requirements necessary for handling powders in industries like Pharmaceuticals or Food Manufacturing. The risk of contamination is increased when using a pump not specifically engineered for powder transfer, compromising product quality and regulatory compliance.
Limited Adaptability to Varying Powder Characteristics:
Powders come in multiple forms, densities and sizes. A one-size-fits-all approach, which standard pumps often adopt, fails to address the diverse nature of powders. Tailored solutions, like Tapflo’s Powder Pump, take into account these variations, ensuring efficient transfer across a wide range of powder characteristics.
Safety Concerns:
Certain powders, especially those prone to generating dust particles, pose safety risks when not handled properly. Standard pumps may lack the necessary features, such as explosion-proof design or ATEX certification, to mitigate these risks. This can jeopardise both the safety of personnel and the integrity of the facility.
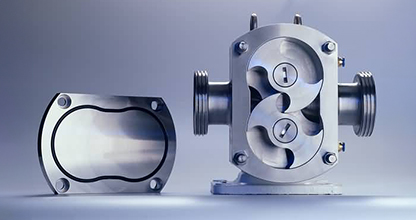
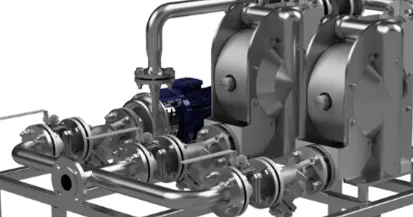
How Does a Powder Pump Work?
Operating like a standard Diaphragm Pump, a Powder Pump employs compressed air to drive two diaphragms. One diaphragm traps a specific volume of liquid, while the other expels the same volume through the outlet port. This design prevents powder blockages by recycling air back into the pump, dislodging any trapped powder around the ball valve. The air induction system includes key components like process powder, valve ball, diaphragm, non-return valve, needle valve and air induction line.
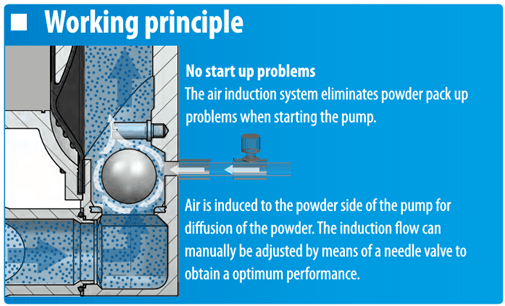
The air induction system includes:
- Process Powder
- Valve Ball
- Diaphragm
- Non-Return Valve
- Needle Valve
- Air Induction Line
What Powders Can Be Pumped?
Tapflo UK’s TXP Powder Pump is a versatile workhorse, capable of handling various process powders with a dry weight range of 80 kg up to 720 kg/m3. From sintering powder and carbon black to resins and silicones, the pump adapts seamlessly to different industries.
Application Examples:
- Mining: efficiently pump powder waste into bags or replace belt conveyors with ease
- Catalytic Converter Manufacturing: handle catalytic powder transfer seamlessly, utilising load cells for batch control and pumping directly out of 200L drums
- Medical Powder: achieve precise dosing with load cell technology
- Active Pharmaceutical Ingredients (APIs): many Pharmaceutical processes involve handling powdered APIs. The Powder Pump allows for transfer of these ingredients for blending and formulation
- Frozen Food: facilitate powder transfer in frozen food manufacturing, including herbs and spices
- Food Production: accurate dispensing of powdered flour, starches and other baking ingredients
- Icing Sugar: Unusual but important – pump icing sugar with an ATEX-rated Powder Pump to mitigate explosion risks caused by airborne dust particles
- Brewery: malt and hops powders used during different stages of the brewing process
- Plastic Manufacturing: transportation of powdered polymers such as PVC, polyethylene and polypropylene for extrusion and moulding processes
How to Test Your Powder?
We offer a quick and practical test for assessing the suitability of our Powder Pump for your application. Simply squeeze the powder in your fist – if it clumps together, the TXP Powder Pump is not suitable, however, we offer alternative solutions from our extensive pump range to meet your needs.
Want to see this pump in action? This video shows it being used for coal:
Custom Powder Transfer Systems
For tailored solutions, Tapflo specialises in crafting custom systems, including Powder Transfer Systems, to address unique industry challenges. Our team works closely with clients to design systems that optimise efficiency and meet specific requirements. Take a look at 2 examples of real-world applications and projects featuring our TXP Powder Pumps:
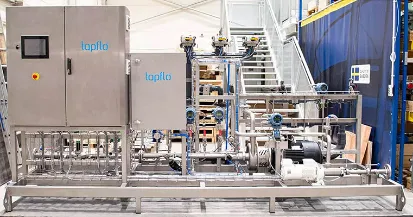
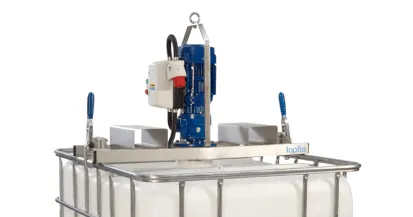
Automated Powder Pumping System:
Read the full case study here.
In collaboration with Exeon, our in-house Design and Engineering team developed 2x Automated Powder Pumping Systems for a UK Valve & Fittings manufacturer in the Powder Coating industry. The goal was to capture and recycle Rislan dust generated during the coating process, reducing operational costs.
The systems, equipped with Tapflo TXP Powder Transfer AODDs, used radar-based level sensors for precise measurement and control. These ATEX-rated pumps, designed for dry powders, featured a variable onboard fluidisation system. The use of radar sensors ensured accurate, non-contact level measurements in the challenging powder environment. Bluetooth-enabled controllers allowed for real-time monitoring, diagnostics, and troubleshooting.
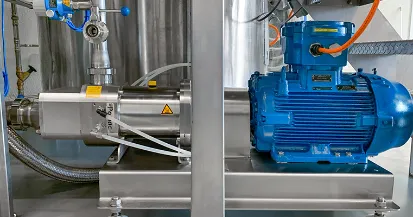
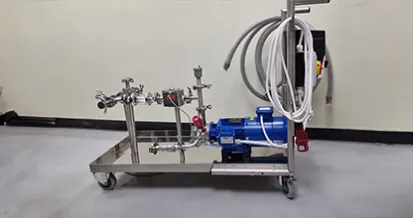
Semi-Automated Powder Transfer System:
Read the full case study here.
We addressed the needs of a Flow Control Equipment Manufacturer by providing a cost-effective Semi-Automated Powder Transfer System. Focused on transferring Rislan coating powder, the system features a Powder Pump, Pneumatic Start/Stop controllers, custom tanks, stands, fittings, hoses, and quick-release fittings.
The fully pneumatic, semi-automated solutions proved advantageous over costly conveyor or vacuum transfer systems. Tapflo’s Powder Pump accommodates various powder types within a wide density range (80kg – 720 kg/m³), offering increased adaptability to changing requirements.
Tapflo UK's Industrial & Sanitary Powder Pumps

Discover the range of Tapflo’s Powder Pumps, designed to cater to both industrial and sanitary applications. Whether you’re in the food, pharmaceutical, or manufacturing industry, we have a solution that ensures efficient and safe powder transfer.
The intricacies of powder handling demand a specialised approach, and standard pumps fall short in meeting these specific challenges. Tapflo UK’s Powder Pump, with its PTFE coating, air induction system, and adaptability to various powders, emerges as a reliable and efficient solution tailored to the unique demands of powder transfer applications. When it comes to powders, a standard pump simply won’t cut it – precision and reliability are paramount, and that’s where a purpose-built Powder Pump takes the lead.
Are you interested in trialling a TXP Powder Pump? Contact the team today to learn more about this Powder Pump and to discuss your application and operational requirements.
