Our Full Offering
1. PUMPS VIEW ALL
2. VALVES VIEW ALL
3. CONTROL PANELS VIEW ALL
4. TANKS & SENSORS VIEW ALL
5. AGITATORS
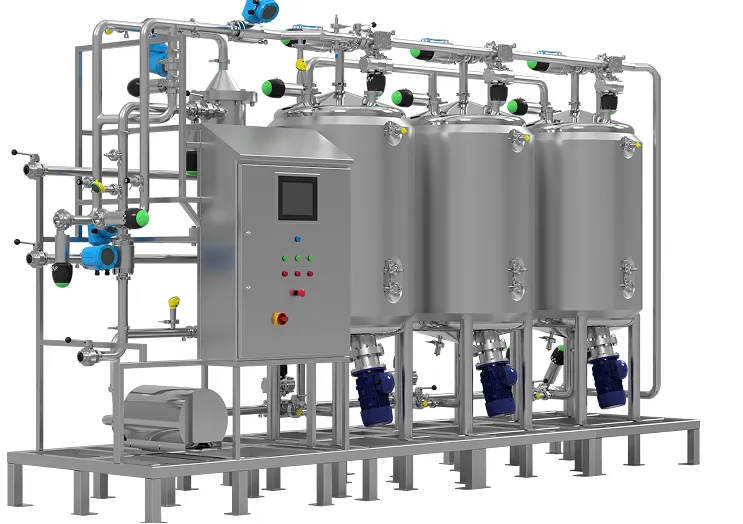
From mobile pump units to fully automated, high-precision systems, our multi-disciplinary engineers design and deliver tailored fluid-handling solutions built to meet your exact requirements. Whether you need high-level control systems, automated flow regulation, tailored pump configurations, or compliance with FDA, EHEDG, and ATEX standards, we provide the equipment to streamline your processes. From concept to commissioning, we ensure smooth operation, regulatory compliance, and cost-effective performance.
From mobile pump units to fully automated, high-precision systems, our multi-disciplinary engineers design and deliver tailored fluid-handling solutions built to meet your exact requirements. Whether you need high-level control systems, precision dosing, automated flow regulation, specialised pump configurations, or full compliance with FDA, EHEDG, and ATEX standards, we provide everything you need to streamline and optimise your processes.
ENGINEERED SOLUTIONS
Centrifugal PumpsOur Centrifugal Pumps ensure efficient fluid transfer with varied impeller options, and ATEX compliance. Customisable in material and configuration, they deliver optimal performance across Industrial and Hygienic applications.
VIEW ALL PUMPS
Range of ValvesOur Hygienic Stainless Steel Valves and flow devices ensure precise control in Food, Beverage, Cosmetic, Pharmaceutical, and Biotech industries, maintaining purity, efficiency, and reliability in critical processing operations.
VIEW ALL VALVES
Control PanelsOur Control Panels enable seamless system monitoring and operation, from basic switches to advanced digital interfaces. Tailored to industry needs, they enhance automation, safety, and precision in complex process systems.
VIEW ALL CONTROL PANELS
Tanks & SensorsDurable Stainless Steel Tanks, ranging from 50L to 20,000L, support diverse industries. Integrated sensors ensure accurate temperature and level monitoring, optimising efficiency in Chemical, Food, and Water Processing applications.
VIEW ALL TANKS
AgitatorsDesigned for mixing, blending, and reaction processes, our agitators create controlled rotary movement within tanks. Essential for liquid processing, they enhance efficiency in Chemical, Pharmaceutical, and Food Production industries.